With the development of society, automobiles have become an indispensable product for people's life travel. The development level of the automobile manufacturing industry in various countries has also become the pillar industry of the national economy. The development, production, sales and operation of the automobile industry are many. The department is closely related and plays an important role in promoting social and economic development and scientific and technological development.
In the design and manufacture process of automobile body, welding, final assembly and painting are the core tasks of body manufacturing. In welding, welding fixture is the main factor to ensure the welding quality of the body and is an important part of the welding process. The shape, size and precision of the body conform to the technical requirements of the product drawings. It can be said that the welding fixture is the "core" circle that constitutes the body welding production line, which is an important factor to ensure the quality of the body welding, affecting the manufacturing precision and production cycle of the entire vehicle. Therefore, the design of the welding fixture in the automotive manufacturing process is particularly important.
1 Welding fixture compositionThe welding fixture is an auxiliary means in the production of the product. It is a general term for the process equipment for assembly and welding, which is to quickly and accurately position and fix the workpiece to a predetermined position, including guiding the welding gun or the guiding device of the workpiece. The welding fixture is an indispensable auxiliary tool for metal structure welding. It is an important part of the welding process. It mainly maintains and ensures that the shape and size of the welding product meet the requirements of the product drawings during the welding process, which is convenient for the welder to operate and improve the work efficiency. Thesis format, bodywork. The components of the welding fixture mainly include self-made parts, standard parts and purchased parts. The self-made parts mainly include support blocks, clamping blocks, stencils, etc.; standard parts mainly include pins, corner seats, reference blocks, adjusting gaskets, etc.; the purchased parts are mainly cylinders and various bushings, the core, The most common structural components include support blocks, clamping blocks, stencils, angle seats, adjustment pads, and the like. Therefore, before the design of the welding fixture, the welding process of the vehicle body and the structural characteristics of the welding fixture must be fully understood, and the physical modeling, the calling of the standard parts and the selection of the purchased parts should be carried out reasonably.
2 Design requirements for body welding fixtures2.1 Basic requirements for body welding fixtures
(1) For the parts and assemblies of the body parts that should be interchangeable after the welding of the stamped parts, the joint parts of the body should be used, especially the shape and size of the holes meet the technical requirements.
(2) It can quickly and accurately perform assembly positioning and clamping. The welded part should be easy to operate. After the clamping mechanism is loosened, the welding piece can be easily removed from the clamp and is safe and reliable.
(3) When designing the fixture, pay attention to the problems of electrical conduction and insulation of some components on the fixture, and improve the welding quality of the body.
(4) Due to the complicated structure of the vehicle body, it is necessary to fully consider the processing technology and the generalization and standardization of the components for the positioning parts and clamping parts designed, which is convenient for replacing the wearing parts and restoring the original design precision.
(5) The welding fixture of the body assembly is relatively complicated and cumbersome, and it is often necessary to adjust the sample rack for adjustment and correction during manufacturing.
2.2 Selection of welding positioning reference
When the workpiece is clamped, the reference used to make the workpiece occupy the correct position in the fixture is called the positioning reference. The correct selection of the positioning reference will directly affect the assembly accuracy of the workpiece.
2.3 Positioning method and positioning component
The main object of the body welding fixture clamping is the stamping part. Due to the complicated shape and easy deformation of the body, the shape of the curved surface, the shaped platform on the curved surface, the step of drawing and bending the workpiece, and the steps of the workpiece should be considered. Positioning of trimmed windows and outer edges, assembly holes, and process holes.
Due to the complex shape of the stamping part, the positioning component is directly in contact with the positioning component during the clamping process, which determines the shape of the positioning component is special. The commonly used positioning elements are as follows:
(1) Locating pin: Positioning pin positioning is a commonly used positioning method in welding fixtures. The cab floor reinforcement beam is thickened and rigid, and can be regarded as a rigid assembly. The suspension holes on the bottom plate can be positioned with two cylindrical pins. Thesis format, bodywork.
(2) Positioning block: The door opening of the cab and the front and rear wind windows are all positioned by the positioning block on the positioning body. The positioning block and the body are respectively designed to avoid the overall profile processing, which makes the manufacture and adjustment of the positioning component much simple and convenient.
(3) Semi-circular block: Cylindrical workpieces are generally positioned with V-shaped blocks, but when the positioning elements in the welding fixture need to be electrically conductive at the same time, or the thickness of the workpiece tube wall is less than 0.5D (D is the diameter of the workpiece), In order to prevent the workpiece from being clamped and deformed, semi-circular block positioning is often used. The hole of a semi-circular block whose minimum diameter should take the maximum diameter of the workpiece positioning reference axis.
(4) Surface positioning plate.
2.4 Work clamping device
When the body is welded, the clamping force must be applied to the workpiece by means of the clamping machine to overcome the influence of the elastic deformation of the workpiece and other external forces, so as to ensure that the positioning reference surface of the body stamping part is closely fitted with the non-positioning block. When welding, a device that applies an external force to the workpiece so that it always maintains a predetermined position is called a clamp. There are many types of clamps, according to the principle of action, there are levers, wedges, spiral pairs, eccentric wheels, etc.; according to the source of external force, there are manual, pneumatic, hydraulic, etc., the design of these clamping mechanisms and general machine tool fixtures The design is similar, so you can refer to it.
2.5 body assembly welding fixture
The body assembly welding fixture is divided into one-time positioning and multiple positioning according to its positioning mode. The assembly assembly of the one-time assembly positioning means that the main assembly work of the body assembly is completed on one assembly fixture. The parts, components, sub-assemblies, etc. that make up the body are sequentially loaded onto the assembly jig, and positioned and clamped until the main assembly work of the body assembly is completed, and then removed from the jig. The characteristics of this type of fixture are that the positioning and clamping of the body during welding are performed only once, and it is easy to ensure the quality of the body welding. One or several identical fixtures can be set according to the body production program. A single fixture can be fixed on the bottom plate. Multiple fixtures can be placed on the body welding production line. As the production line moves, this fixture moving along the production line is called accompanying. Fixture. The pallets are complicated to manufacture and costly. The electric and water lines on each welding station are designed with quick sockets or joints, which can be easily and quickly turned on when the clamps are moved online to another station.
The assembly assembly of the multiple assembly positioning means that the main assembly work of the body assembly is performed on more than two different welding fixtures. The body is clamped and clamped once every time it passes a final assembly jig. It is mainly used for the welding of the skeleton cab. For example, the inner frame is welded on the first fixture, and the second fixture is completed. The welding of the cover member has the advantages that the clamp is simple to manufacture, the number is small, and there is no connection problem of water, electricity and gas. If the number of positioning and clamping is increased, assembly error is easily generated.
3 design process analysisTake a certain welding fixture of the front floor pre-assembly station of a car as an example to illustrate the design process of the welding fixture.
3.1 Determination of the design plan
The first is the extraction of design knowledge, analysis of design style books, understanding of process information and master point information. Convert the PANEL file, place the PANEL in the machine coordinate system according to the specified position, and take the section to generate the lane. Thesis format, bodywork. The workpiece positioning plate and the pressure plate are then designed according to the shape and position of the PANEL clamping portion. Thesis format, bodywork. Thesis format, bodywork. Finally, standard parts brackets and purchased parts cylinders and other accessories are assembled.
3.2 Designing the positioning plate and the pressure plate
The positioning plate adopts the hole positioning mode, and the positioning accuracy of the positioning plate is ensured by the positional accuracy of the pin. Based on the UG modeling parametric design technology, the top-down design method is adopted to transfer the top-down of the vehicle body data from the top to the bottom, using sketches to control the shape and position of all components in the entire assembly. Precision.
(1) The top-down method is used in the UG modeling module to build a fixture assembly directory tree (as shown in Figure 1).
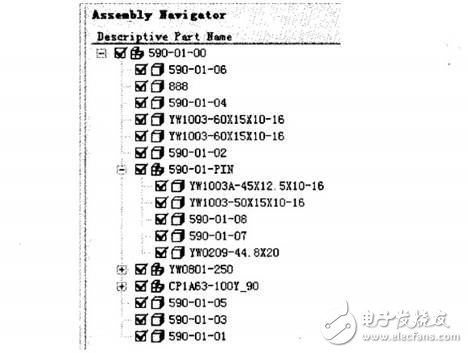
Figure 1 body welding fixture assembly directory tree
(2) Convert the PANEL file and make the vehicle section line (vehicle line) according to the position of the fixture given in the process information of the welding fixture design style book.
(3) Link the lane to the fixture unit via WAVE-Linker technology, move the WCS to the vicinity of the clamping surface, and create a sketch of the fixture unit based on SecTIon.
(4) The sketch is linked to the positioning plate and the platen part unit by WAVE-Linker technology, and then the respective sketches are stretched in the UG modeling module to obtain the corresponding part units.
3.3 Assemble standard parts brackets and purchased parts cylinders and other accessories.
3.4 Generate the assembly drawing, design the positioning pin, and perform the interference check. Thesis format, bodywork.
3.5 2D plotting
Utilize the UG charting module to automatically generate 2D drawings with proper projection and update the view at any time.
ConclusionDue to the fierce competition in the automobile market, the trend of automobile development is transformed from mass production to multi-variety and small-scale production. Automobile manufacturers must continuously shorten the vehicle change cycle and accelerate the renewal of the vehicle model, so that the body design, mold design and fixture design overlap in parallel. In the design process of automobile welding fixtures, the body data often changes frequently. The 3D design of the welding fixture based on UG only needs to change the details of the sketch at any time according to the design style book. The design of the subsequent structure will be automatically performed at the same time. Updated without redesigning. This can shorten the design cycle and greatly improve the design efficiency, which has great application value in practical engineering design.
Residual Current Circuit Breaker With Over Load Protection
TWO FUNCTION : MCB AND RCCB FUNCTIONS
leakage breaker is suitable for the leakage protection of the line of AC 50/60Hz, rated voltage single phase 240V, rated current up to 63A. When there is human electricity shock or if the leakage current of the line exceeds the prescribed value, it will automatically cut off the power within 0.1s to protect human safety and prevent the accident due to the current leakage.
leakage breaker can protect against overload and short-circuit. It can be used to protect the line from being overloaded and short-circuited as wellas infrequent changeover of the line in normal situation. It complies with standard of IEC/EN61009-1 and GB16917.1.
RCBO,ELCB,Leakage Circuit Breaker,Residual Current Circuit Breaker,Residual Current Circuit Breaker with Over Load Protection 1p,Residual Current Circuit Breaker with Over Load Protection 2p
Wenzhou Korlen Electric Appliances Co., Ltd. , https://www.zjmotorstarter.com