Industry 4.0 is inseparable from intelligent manufacturing, intelligent manufacturing can not be separated from machine vision. Machine vision is a new technology that has developed rapidly in recent years. It uses optical and electromechanical integration to make the machine have visual functions. Machine vision opens a "new window" for industrial automation. In the era of smart manufacturing, machine vision has great potential for development.
Machine vision allows the machine to read the world title
As the name suggests, machine vision is the use of machines instead of the human eye to make measurements and judgments. The application of machine vision mainly in four aspects:
1 Guide and Positioning: Loading and unloading use machine vision to locate and guide the robot arm to accurately grasp.
2 Appearance test: Check whether the product line has quality problems, and this link is also the most labor-saving link.
3 High-precision detection: The precision of some products is high, reaching 0.01 ~ 0.02m even to u-level, the human eye can not be detected must use the machine to complete.
4 Identification: Traceability and collection of data are used in automotive parts, food, and pharmaceuticals.
Take the detection application as an example, briefly introduce the working principle of machine vision. The use of industrial cameras to acquire the image of the detected device is the most important aspect of machine vision. In order to detect all the required features, it is necessary to continuously adjust the parameters of the light source and camera, and then use professional image processing software to convert the analog signal into Digital signal, and then operate on it to extract the target's features to be detected, such as the color, whether the surface of the device is scratched, the size is qualified, the surface coating is uniform, etc., and then the output result is fed back to the mechanical end to divide the device. Inspection, the selection of out-of-conformity devices, namely, image acquisition, information processing and completion of the three processes of sorting. as the picture shows:
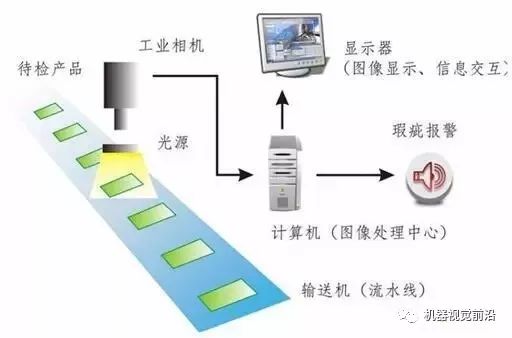
(The working principle of machine vision technology)
In the era of intelligent manufacturing, machine vision has great potential for development
The global machine vision industry is mainly distributed in North America, Europe, and Japan, with North America accounting for 62%, Europe 15%, and Japan 10%.
China's machine vision-related industries started relatively late, but they have developed rapidly. Since 2009, they have entered a period of rapid development with an annual growth rate of about 15-20%. At present, China has become the third largest machine vision market in the world after the United States and Japan. In 2015, its market size reached 2.2 billion yuan, accounting for 8.3% of the world's total, with a growth rate of 22.2%, far higher than the global average. From 2016 to 2020, the growth rate of China's machine vision market is expected to remain above 20%, which will reach the market space of one billion US dollars.
China's machine vision system is still mainly used in the field of semiconductor and electronic manufacturing, accounting for 46.4% in 2015, which is more prominent in the SMT patch, AOI/AXI equipment and connector detection. Automobiles and pharmaceuticals also accounted for a considerable portion of the downstream applications of machine vision, reaching 10.9% and 9.7% respectively in 2015. (Source: China Reporting Network)
The advantages of machine vision systems are to improve the quality of production and the automation of production lines. Especially in some dangerous jobs that are not suitable for manual work or where the human eye can hardly meet the requirements; at the same time, in the process of large-scale industrial production, using artificial vision to check the product quality is inefficient and the precision is not high, and machine vision inspection methods can greatly Improve production efficiency and automation of production. The industry expects that the future market of machine vision will be further opened.
Machine Vision Technology Industry Applications
The current domestic machine vision technology is widely used in electronics and semiconductor manufacturing, automotive manufacturing, industrial inspection, drug testing and packaging, food packaging, printing inspection, railway and highway testing, public safety, finance, biomedical, entertainment, military, chemical and scientific research And other fields. The industry is undoubtedly the most important area for machine vision applications. The important reason is that China has become a processing center for global manufacturing, high-demand parts processing and its corresponding advanced production line transformation, so that machine vision products in the field of industrial manufacturing The application reaches **.
Industrial Robot Positioning Technology Based on Machine Vision
The degree of intelligence of the robot influences the evolution of the entire industry. Most of the traditional robots implement various operations through teaching reproduction or pre-programming, which greatly limits the application of the robot. Robot motion control technology with force sense, machine vision and various sensors is a model of flexible automated manufacturing technology. Using the robot's vision control, it is not necessary to teach the off-track of the industrial robot in advance or to program off-line, saving a lot of money. The programming time increases production efficiency and processing quality.

(machine vision-based industrial robot positioning technology process)
Let the robot behave like a human being with self-awareness: where to go, what parts to grab, how much to grasp, and where to place the parts to assemble, not by the human setting program, but by the robot itself. This "self-control" process is actually the intuition of industrial robots through machine vision technology.
Industrial Online Inspection System
Machine vision is active in various fields of industrial on-line inspection, such as: visual inspection of printed circuit boards, automatic flaw detection on the surface of steel plates, measurement of parallelism and verticality of large-sized workpieces, detection of container volume or impurities, and automatic identification and classification of mechanical parts. Geometry measurement, etc.
For example, the 100% on-line inspection of the body profile accuracy of the British ROVER 800 series car body is a typical example of a machine vision system used in industrial inspection. The system consists of 62 measurement units, each measuring The unit includes a laser and a CCD camera to detect 288 measurement points on the body shell. The detection system detects the speed of one body every 40 seconds and detects three types of bodies. The system compares the test results with the dimensions in the CAD model and the measurement accuracy is ±0.1mm.

(Auto body inspection online)
For another example, the metal plate surface automatic flaw detection system utilizes machine vision technology to automatically inspect metal surface defects and perform high-speed and accurate inspection during the production process. At the same time, non-contact measurement is used to avoid the possibility of new scratches.
Image recognition completes data traceability and acquisition
The electronic tag is a new technology developed in recent years. It adopts machine vision recognition technology and writes or reads various quality information concerning the product. For example, in the cylinder production line of a four-cylinder engine, the assembly of the main bearing cap on the cylinder block is a typical example.
The front end portions of the five main bearing caps have different step shapes and are different from each other. Through the digital identification on each part, install in the specified order and direction. A detection station is set between the tightening assembly station of the production line and the turnover station, and the correctness of the assembly result is determined through automatic identification. If all is correct, the cylinder continues to flow to the next station. Otherwise, it will alarm and send a command to the PLC to stop the production line and return the defective cylinder to the lower line. In order to adapt to a one-piece/minute assembly beat, it is detected during movement of the cylinder block. Two photoelectric vision sensors are arranged one above the other on the production line. The former is a part positioning sensor to automatically and accurately trigger sampling, and the latter is used to dynamically identify the surface geometry of the five main bearing caps. Based on the pre-placed characteristic parameters of the main bearing caps and the sensor output signals collected, it can be determined whether or not the wrong positions have been installed and indicated. (Case source: Volkswagen Powertrain Zhu Zhengde)
Machine vision industry leader
According to statistics, China has more than 100 international machine vision brands, China has more than 102 own machine vision companies, more than 200 machine vision product agents, and more than 50 professional machine vision system integrators.

(Foreign-known machine vision manufacturers)
Dongguan Yijia Optoelectronics Co., Ltd. , https://www.everbestlcdlcms.com