Application of wireless industrial network
This article introduces the process of the wireless network applied in the transformation of the automatic conveyor system (circular self-propelled trolley) of the primer production line. After the system transformation, it not only has a high degree of flexibility but also has a very high degree of intelligence.
Due to the increase in market demand, some of the original production systems of JAC Automobile Factory can no longer meet the demand for capacity increase: there are bottleneck stations in the coating primer production line, which is limited by the process time and the takt time is long; the primer production line uses segmented power supply In the control mode, all actions are completed by the ground control PLC. The technology is backward, the flexibility is poor, and it is difficult to expand; the old system has been used for 10 years, some equipment has aging, the failure rate is very high, and maintenance is very difficult. However, the original process tank still has the potential for improvement. The tank has a relatively large space and can be placed in two car bodies for process treatment. Through the double-station transformation of the original production line bottleneck station and the addition of self-carrying car units, the bottleneck can be eliminated, but it is difficult to achieve using the original control system, and it is necessary to upgrade and upgrade.
The renovation of the primer production line of JAC Automobile Factory is actually the transformation of the automatic transmission system (circular self-driving car) of the primer production line. The final production capacity goal, the single-row, one-row and half-row models has a process tempo of 210s (previously 280s), and the production capacity has increased by nearly 30%; the daily output of double shifts has reached 300 units (previously about 200).
Process introduction
The automobile coating primer production line (also known as "pretreatment and electrophoresis production line") is mainly composed of a process tank system and an automated conveying system. It is the first key process of automobile coating. The quality of the primer is directly related to the subsequent process, and the automation degree and quality of the conveying mechanism of the primer production line directly affect the quality and efficiency of the coating.

The primer production line has a total of 11 process tanks, in order: pre-degreasing, degreasing, first water washing, surface conditioning, phosphating, second water washing, deionized water washing, electrophoresis, UF ultrafiltration water washing, ultrafiltration water washing and deionized water washing . The distance between the first trough body and the last trough body is about 100m, in addition to the upper line point, the lower line point and the accumulation section, the total length of the entire circular sliding contact line is about 218m.
The action process of the primer production line is: install the body-in-white body welded in the welding shop on the spreader at the on-line point. After the spreader is lifted into place, the trolley will enter the above-mentioned trough with the spreader for processing, and then proceed from the offline point Remove the electrophoretic car body from the spreader. After the empty spreader is lifted into place, the trolley continues to run, and returns to the upper line point through the accumulation area to enter the next cycle.
The birth of wireless solutions
Although the action process of the primer production line is relatively simple, we are rebuilding on the basis of the old line that is still in production, and the remodeling time is very short (about 10 days), which is very risky. Our program planning always revolves around: ensuring reliability, reducing on-site construction, reducing programming and debugging time, and implementing the starting point for full information collection.
Self-propelled trolley is a commonly used equipment for logistics transfer conveyor line. It is powered by the collector electrode installed on the car body and the sliding contact line pre-installed in the track. This power supply technology is very mature, but data communication through sliding contact line and current collector sliding contact is special and difficult: First, because the sliding contact line is laid in parallel in the track, and the distance is relatively close, only There is insulation, the wire body is exposed and there is no shielding layer protection, there is a large impedance between the sliding contact line and the sliding contact of the current collector, and the effect of the contact during the sliding process is also unstable, or there is more or less interference and various There are two kinds of instability factors; the second is the amount of communication data. Due to the limitations of the dimensions of rails and contact lines, installation requirements and economic indicators, usually eight contact lines are used. At present, the popular sliding contact line data communication methods mainly include the vehicle PLC on-site sending method, the field bus (such as Profibus) method, and the modulation and demodulation method.
Since the reconstruction time of this project is very short, and the reconstruction is also limited by the original old resources, the above methods are difficult to achieve in the short term. Finally, we chose the most advanced wireless network communication technology. The characteristics of wireless are: wide coverage, high frequency is not easy to be interfered, low power is not easy to interfere with other equipment; it can adapt to harsh environments; easy installation, fast construction, and a large number of hard wires (multi-core cable) construction; open application interface Easy debugging and maintenance; easy expansion, high degree of flexibility; large amount of data exchange and fast rate.
It is very suitable to solve the limited data communication of the sliding contact line through wireless network communication, and the advantages of wireless also meet our needs for this transformation. After passing the test (including coverage area, signal strength, anti-interference, real-time performance and the amount of data exchange on the network speed, etc.) passed, we finally decided to use wireless communication solutions, and adopted Phoenix Electric ’s wireless technology and products.

Implementation of control system
1. Ground master control system
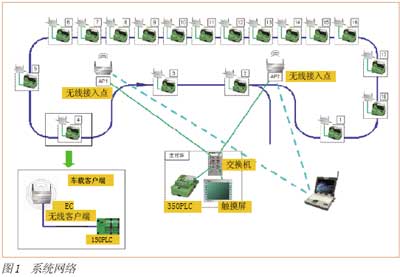
The system network diagram and main hardware configuration are shown in Figure 1 and table.
(1) Set up a main control cabinet on the ground (see Figure 2), select Phoenix ILC350ETH PLC as the main control PLC on the ground to process all the data between the ground and the trolley, between the trolley and the trolley, as well as the conveyor system and process equipment All information collection and monitoring of the exchange and production line. Connected to the switch through the Ethernet interface, it can directly communicate with the wireless access point.
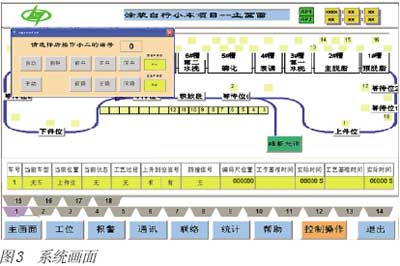
(2) An HMI is installed in the main control cabinet, and the Phoenix Electric TP 12T touch screen is used to control the start and stop of the 18 trolleys, lifting and lowering of the spreader, and the process time of each process; real-time display of the entire line running status, online It displays information such as vehicle group status, position, loaded workpiece category and current process beat status, and can perform fault diagnosis and alarm (see Figure 3).
2. Vehicle control unit
(1) 18 new self-made trolleys, each of which uses Phoenix Contact ILC150ETH PLC to complete the start and stop of the trolley, the lifting of the spreader and the control of the process time of each process, to achieve the intelligentization of the trolley. Connect with the wireless client through the Ethernet interface, and then communicate with the wireless access point through the wireless network, so as to realize the data exchange between the vehicle PLC and the ground control PLC. The onboard control unit is shown in Figure 4.

(2) The new self-propelled trolley drive is changed to frequency conversion control mode, and equipped with Pepperl + Fuchs ’position encoder, which directly communicates with PLC through RS485 interface to realize process identification, positioning identification and anti-collision protection functions, no mechanical friction, no reference Point, absolute position measurement, real-time detection, to maximize the car's intelligence.
3. Wireless network unit
(1) Set 18 wireless clients (EC), install one on each trolley, and connect with 150PLC via Ethernet cable. The wireless client has a roaming function, and automatically selects the closest wireless access point communication according to the signal strength, so that the vehicle-mounted 150PLC can maintain good data communication with the ground ILC350 main PLC.
(2) Set 2 wireless access points (AP). After testing, one wireless access point can actually meet the system's communication needs. Finally, the solution of two wireless access points is adopted. On the one hand, considering that any one of them fails, the other can still ensure the normal operation of the network. It plays the role of hot standby and improves the reliability of the system; on the other hand, the use of two wireless access points can realize wireless client roaming communication. When both wireless access points are normal, no matter where the trolley is running, the wireless client Both ends can maintain the communication distance with the wireless access point to ensure a very good communication quality. Field wireless access points and wireless clients and settings are shown in Figure 5 and Figure 6.

4. Sliding line unit
The sliding contact line unit includes a newly made 8 sliding contact line system (5 power, 3 control), using multi-channel power supply, balanced compensation; the new collector has a two-way function, both output and input, high flexibility, maximum The communication ability of the sliding contact line is improved to a certain extent. When the wireless network system fails, the new sliding contact line system can remove the faulty loop and enter the emergency mode, using three control sliding contact lines to ensure that the car can operate conditionally under abnormal network conditions.
New system features
1. Consistent electrical products
Both PLC and wireless products use Phoenix Electric products, with good consistency and compatibility, compact structure and minimized space.
2. Using wireless network brings direct benefits
(1) The installation is simple and convenient, eliminating the need for the wiring construction and verification work required for hard-wire connection, which greatly reduces the workload of on-site construction and minimizes the on-site transformation cycle.

(2) The shortcomings such as jitter, interference and loss that are easily produced by the contact line of the sliding contact line are eliminated, especially the fundamental problem of the signal transmission limit of the sliding contact line method is solved, the full collection of system information is realized, and the reliability is improved And stability, also brought convenience to operation and maintenance.
(3) The system wireless access point is provided to solve the problem of the connection between the on-board system of the self-propelled trolley and the ground. When debugging, parameter changing, fault checking and maintaining the vehicle-mounted system, there is no need to adopt the previous air operation or wire-controlled accompanying mode, and the system can be fully controlled by the wireless client (such as a laptop computer) at any location within the wireless system coverage area Point to operate and monitor.
(4) The system interface is fully open, debugging is simple and convenient, saving development and debugging time.
3. High degree of flexibility, easy to expand
In the future, if you want to add a vehicle group, the control system only needs to add a set of vehicle-mounted control unit and a wireless client.
4. Security system
Through the innovative transformation of the sliding contact line, we have developed a set of safety guarantee systems. Even if the wireless fails, the new sliding contact line system can also guarantee the non-stop operation of the production line.
5. Positioning recognition system is very advanced
The advanced positioning and identification system has no mechanical wear, no reference point, absolute position measurement, and real-time detection, which maximizes the intelligence of the car.
Conclusion
This project has now been completed and has reached the goal of increasing production capacity. At present, the project has passed the pre-acceptance. The wireless network has been performing fairly stable from the beginning of commissioning to the present, which is the key to the success of this project. This project proves that Phoenix Electric's wireless network communication is reliable, and it can fully exert its advantages in the automatic control system of the circular self-driving car, and the cost performance is very high. In China, the wireless network is used in the coating self-carrying conveyor system, especially in the transformation project of the round self-carriage with relatively long sliding distance, wide range and large number of vehicle groups.
Fork Type Terminals,Insulated Bullet Sockets Terminals,Insulated Bullet Terminals,Type Fork Insulate Terminal
Taixing Longyi Terminals Co.,Ltd. , https://www.longyicopperterminals.com