Intelligentization is the most important trend in manufacturing in recent years. After several years of market education, market inquiries have begun to increase in the past two years. Since 2016, the IT industry has set off an artificial intelligence (AI) boom, AI and the Internet of Things. The integration will become the mainstream system in the vertical field in the future. In the manufacturing industry, AI will also become one of the core computing architectures of the Industrial Internet of Things.

Since Germany first spoke out of Industry 4.0, the related technologies have also advanced rapidly, including the development of industrial Internet of Things, big data analysis, and robotics. It has gradually created a new type of smart factory and new industrialization standards.
Especially in recent years, the artificial intelligence (AI) wave has brought a new development orientation to Industry 4.0, and clearly distinguishes the differences between field automation and intelligence, including machine vision, deep learning and other artificial intelligence based on algorithm analysis. Technology has become a new trend in the future development of Industry 4.0. Not only does automation and robotics technology become more precise, but the manufacturing industry has also entered new technological fields such as unmanned factories.

Figure 1: Automation is the technical foundation of today's industry, and AI import will fully enhance the benefits of automation systems.
As far as the current development is concerned, there are three major trends in smart manufacturing. The first is the production network. This part is mainly the Manufacturing OperaTIons Management (MOM), which assists suppliers in the production value chain to obtain and exchange real-time production information. All the components provided by the supplier can arrive at the production line in the correct order at the right time. The second trend is the perfect integration of virtual simulation and real physical systems. Every step in the manufacturing process will be in the virtual world. Designed, simulated and optimized to create a highly simulated Digital Twin (Twin Model) for the real physical world including materials, products, factories, etc. The third trend is the Cyber-Physical System. , CPS), in this system, product information will be input to the product components themselves, they will directly communicate with the production system and equipment according to their own production needs, issue the next production process instructions, command equipment to organize production, this Autonomous production mode can meet the customization needs of each user.
Establish computing mode with big dataThe above three major trends will have a certain degree of integration with AI in the future. For example, in production line monitoring, robots, and unmanned vehicles, there will be AI computing function design. The main reason is the large number of customized trends. The difficulty of various production scenarios such as product type and production line transfer will increase greatly. Although sensors and big data analysis can provide more information for helping decision-making, but also because of the large amount of information. Increase the pressure of information analysis by managers, and the market changes are getting faster and faster. The speed of human analysis is more and more difficult to keep up with the front-end data that is getting faster and faster. Naturally, it is more difficult to make machines on site. Taiwan can quickly respond to customer needs, and AI is used in manufacturing. It will allow the system to find patterns of regularity from big data analysis, and then learn to avoid the mistakes that have occurred in the past, and even predict in advance, applied to the manufacturing field, not only can be shortened Downtime, it is better to make production line adjustments in a timely manner to reduce the frequency of dead materials and waste.
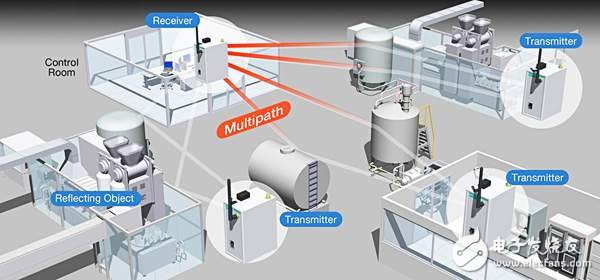
Figure 2: Networking is the foundation of the industrial IoT architecture. In the future, AI will analyze the large amount of data obtained by the equipment network and make intelligent judgments and suggestions.
For the Industrial Internet of Things, access to data and analytical data is a core task, and data points from sensors can be translated into actionable insights through multiple phases. The Industrial IoT platform includes scalable data processing processes that can handle immediate needs. Real-time data of interest, and data that is meaningful only for a period of time. When an abnormal combination of pressure and temperature thresholds is detected, it may be too late for the IoT platform to shut down the LPG filling machine and should be detected within milliseconds. Go to the exception and trigger the immediate response according to the rules.
As far as the current development is concerned, AI has several algorithms. For example, the core of hotspot path analysis is the rule engine responsible for detecting anomalies. The IoT platform embeds a complex rule engine, which can dynamically evaluate complex patterns from sensor data streams. Domain experts in the data format define the benchmark threshold and routing logic of the rules engine as a key input to the rules engine in the orchestrated message flow, defining each data point before the data point moves to the next stage of the data processing flow Nested statement conditions, the rules engine has become the core of the IoT platform, and one of the key areas of machine learning is to find patterns from existing data sets, group similar data points, and predict the value of future data points.
High-order algorithms related to machine learning can be used for classification and predictive analysis. Since these algorithms can learn from existing data, and most IoT data are based on time series, these algorithms can predict the future value of the sensor based on historical data. The combination of these multiple machine learning algorithms will replace the traditional rule engine in the industrial IoT platform, although domain experts still need to act on conditional definitions, but these intelligent algorithms provide greater accuracy and precision.
AI + HI greatly improves efficiencyOne of the biggest applications of machine learning in industrial IoT is the predictive maintenance of equipment, predicting equipment failures through correlation and analysis mode changes, and reporting key indicators such as the remaining life of the equipment. Predictive maintenance can also be applied in the future. In the aerospace, manufacturing, automotive, transportation, logistics, and supply chain sectors, such as predictive model scheduling to automotive service centers, in the aviation industry, the goal of predictive maintenance programs is to predict flight delays based on relevant data such as maintenance history and flight route information. Or the possibility of cancellation.

Figure 3: In the industrial field, AI and HI must work together to create the maximum value of the system to observe the development trend of the Internet of Things. Currently, the Industrial Internet of Things is one of the fastest growing categories in all vertical applications. AI is in the Industrial Internet of Things. Mainly to assist operators and managers to screen data from a large number of devices and make judgments, but the current AI can not make logical decisions, so in the field of manufacturing, AI must be combined with human intelligence. Will be the best benefit of the system.
Kids Tablet,Kids Educational Tablet,8 Inch Quad Core Kids Table,Tablet For Children Education
C&Q Technology (Guangzhou) Co.,Ltd. , https://www.gzcqteq.com